 400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
400-004-1014
APS高级计划与排程(Advanced Planning and Scheduling),是解决生产排程和生产调度问题,常被称为排序问题或资源分配问题。![[赞]](http://www.yuniyun.com/themes/layui/images/face/56.gif) 云易云ERP软件高级APS排程系统针对多行业、多业态、多任务的复杂生产情况进行经度和纬度的深入互动式管理。
云易云ERP软件高级APS排程系统针对多行业、多业态、多任务的复杂生产情况进行经度和纬度的深入互动式管理。

在离散行业,APS是为解决多工序、多资源的优化调度问题;而流程行业,APS则是为解决顺序优化问题。它通过为流程和离散的混合模型同时解决顺序和调度的优化问题,从而对项目管理与项目制造解决关键链和成本时间最小化,具有重要意义。下面我们将追根溯源,从基础说起详解APS,希望今天的文章对大家有助:
一个工厂运作过程,可以标识为:供应商----工厂【原材料----在制品----产成品】----客户,其本质是物料的流动,并具有以下特征:
1、物料流动的守恒性,一段时间内,其流入、流出的物料守恒
2、物流的信息流驱动型,所有的物料流动都来自于客户的需求,仅仅是需求方式不同而已:MTS、ATO、MTO、ETO
3、物流的相依性,工厂的物料流动都是基于产出的BOM、工艺路线的规定路径流动,可以优化(IE的核心任务之一),但是不能违背。
4、物流的流动性,物料的流动需要有序组织、有序流动才有效率,TPS、TOC均是解决流动性问题。物流的产出取决于瓶颈的速度和产出,瓶颈的产出才是系统(工厂)的产出。
5、物流的变动性,物料流动受到外部(供应商、客户)、内部(政策、产能(人、机、料、法、环等异常))的影响。9001、16949等标准体系、六西格玛及众多的质量分析和控制手段,均是为了确保变动性,以促进流动。
所以,工厂管理的核心问题是建立、组织和促进物料流动的过程,所有的管理动作、管理资源均需要按照此原则执行!
本人认为,工厂信息系统作为服务于制造系统工具,其巨大的价值体现在四个方面:
1、记录,根据管理和颗粒度的要求,信息系统可以记录人、机、料、法、环等各类数据,并可以加上时间戳,进行各种颗粒度的全过程的记录。
2、关联,根据相依性的原理,人、机、料、法、环并加上时间戳的数据,可以根据BOM、工艺路线、订单号、时间戳等各类标识进行互相关联,确保数据的相依性并与实物、实物的流动一一对应。
3、能见度,有了所记录的数据、而且是经过标识、关联的数据,自然可以依据订单的进度、成本的维度、质量的要求进行可视化呈现,并按照基层(作业层)、中层(管理层)、高层(经营层)的需求呈现,以更加准备、方便和实时地处理异常。
4、辅助决策,能见度(可视化)是辅助决策的一种,最最简单的一种。真正的辅助决策,是依据确定(预测、预设)的客户需求(销售订单、预测订单、库存需求),确定生产工单的投放并实现客户需求满足前置条件下的有效产出最大、作业效率最高和成本费用最低。
3
工厂的物流流动过程是:供应商----工厂【原材料----在制品----产成品】----客户。根据这个物料流动过程,我们可以定义生产运作过程是三个环节:
1、【卖】,市场和销售,是获取客户订单的过程
MTO场景下,销售订单是确定的,是由客户下达的。
MTS场景下,或基于库存消耗的TOCR模式,或是基于预测的S&OP(销售和运作计划)模式,是有工厂内部发起的需求。
2、【做】,加工、组装、总装和包装过程,是在现有库存状态下的生产和制造。
生产过程是一个工厂的主体,是价值创造过程。生产过程中,生产计划和排程是核心:
1)生产计划
2)生产排程
3、【买】,采购和供应商管理,是基于销售订单的外购原材料、零部件的采购,也就是备料过程。
对外采购什么、采购多少、什么时候到货,这个也是计划一部分:物料计划的一部分,属于供应链的一个基本环节,也是供应链的关键环节。
4、【卖】--【做】--【买】,称之为【做买卖】的标准顺序应该是:【买】--【买】--【做】,其中【卖】是独立需求,【买】是相关需求(外购件),是【做】既是自制件的相关需求,也是生产制造过程需要关键过程。
【做】的过程的核心环节是“投料”的控制:何时投料,才可以做到客户的交期保障(准交期、端交期、不缺货),同时实现工厂自身的效率最大化。
既然生产过程是“做买卖”的过程,即首先是实现销售【卖】,然后依据销售【卖】的需求,确定【买】和【做】。
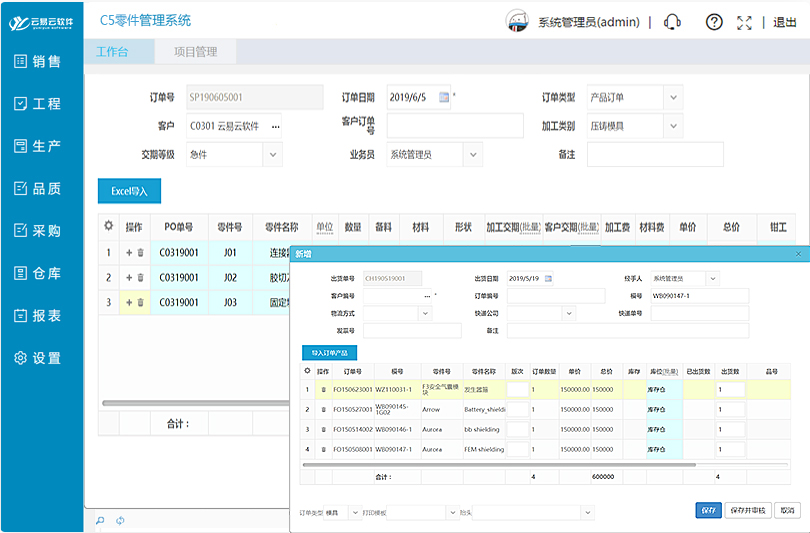
一般在信息系统中【买】和【做】由ERP(企业资源计划)中的MRP(物料需求计划)中实现。当然,ERP的MRP运算,仅仅可以产生车间级的工单,而不是工序级的工单。同时也产生了采购订单和委外订单。
ERP的MRP产生的采购订单、委外订单实现了内部车间级的工单与供应商之间的需求关系,并直接与销售订单关联(通过BOM分解),构建起了完整的独立需求(销售)与相关需求(车间级工单、采购订单、委外订单)的系统,同时还构建了厂内的车间级工单、采购订单、委外订单之间的关联关系,实现了内外部需求的统一(所以说,ERP是信息系统的基础平台)。
【卖】必须要通过【买】和【做】来实现,最终必须体现在【做】,而【做】需要实现两个目标:
第一,客户角度:客户服务的最优化
服务最优化,可以通过两个不同的业务模式描述:
A、MTO(订单式)业务场景,可以通过准交率和交货周期的达成率来描述。准交率越高、交货周期越多,表示客户服务水平越高。
B、MTS(备库式)业务场景,可以通过缺货率和补货周期的达成率来描述。缺货率月底、补货舟曲越短,表示客户服务水平越高。
第二,工厂角度:资源效率最优化
资源效率的最优化,可以通过流动资产效率和固定资产效率两个维度来描述:
A、固定资产效率,可以通过固定资产有效产出率来描述。固定资产有效产出率=有效产出/固定资产(可以是净资产,也可以是总资产)。有效产出=销售额-BOM成本。
B、流动资产效率,最简单的表达方式就是库存周转率。库存周转率可以用一个简易的公司获得:库存周转率=当月出运额/当月总库存(采购单价计算,原材料+在制品+产成品)。
对比第一、第二两个指标,我们会马上发现,这是一个非常典型的冲突:
冲突1:高生产效率与高库存周转率之间的矛盾。高的生产效率需要大批量、连续不断低生产,需要高的库存保障。而高库存周转率需要小的加工批量和转移批量,需要快速切换品种,自然效率会受到影响。
冲突2:高准交率和短交期之间的冲突。高的准交率自然需要有足够的缓冲时间来保障,但是短的交货周期意味着响应客户时间变短,管理的难度加大。
冲突3:高准交率与高效率的矛盾。高的准交率意味着,一切以客户的需求(交期)为考量点,必须牺牲作业效率来及时响应客户的需求。但是,高效率又不能及时响应客户的需求,需要对客户需求进行集批来提高效率。
冲突4:短交期与高库存周转率的冲突。短的交期,自然需要用高的库存来做缓冲,而低的库存状态下,实现短交期则缓冲变小,难度极大。
冲突解决的利器 -- APS高级计划和排程
以MTO(订单式)业务场景为例,要做到以下生产的运行状态:
1)准交率高
2)交货周期
3)有效产出最高
4)库存周转率高
以传统的模式:ERP或MRP的车间级工单(颗粒度)、Excel进行车间级工单非优化方式来控制生产过程(投放)很难满足的,所有必须要用APS高级计划和排程软件进行工序级工单、全工厂统一、基于DBR的实时、优化投放才可以解决。
(一)评估依据
根据以上论述,只有按照工序级工单、全厂统一、DBR(鼓-缓冲-绳)进行计划和排程,才可以做到:准交率高、交货期端、作业效率高、库存周转率低。
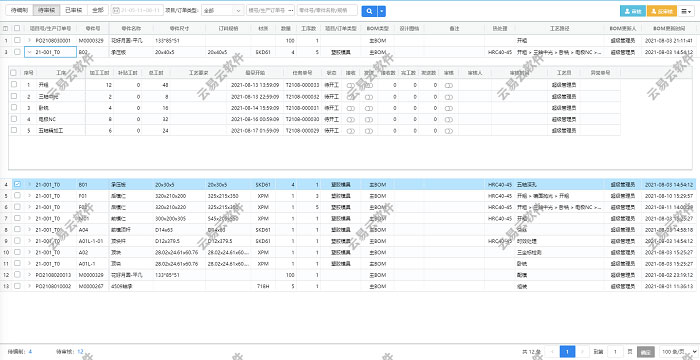
1、工序级工单
众所周知,车间级的工单(ERP称之为“生产任务单”、“生产订单”、“工单”)是一个成品分解的结果,是一个比较粗的概念。也是ERP可以管辖到的颗粒度。
2、全厂统一
一般一个工厂至少可以分为以下颗粒度:工厂--车间--班组--机台(产线、个人),一个独立的作业单元,往往是一个机台、个人或产线,只有到了作业的最小单元,系统的优化程度才可以高。
3、DBR
DBR是约束理论(TOC)的独有概念,是瓶颈管理的方法:D-鼓(指瓶颈),B-缓冲(瓶颈需要一定的缓冲来保护生产过程),R-绳(根据缓冲的消耗状态拉动投料,确保缓冲可以保持瓶颈的连续生产)。
同时,TOC认为,工厂是一个完整的系统,是基于物料流动的系统,遵循里特定律【WIP(在制品)=TH(产出率)*CT(生产周期)】,且产出率取决于瓶颈产出率。
(二)评审关键项
【1】基础理论和发展历史
APS起源于TOC理论发明者高德拉特博士的OPT,则意味着如果开发者或APS的创始人没有TOC理论功底,自然其APS不称之为APS了。
精益生产深入到生产的各个环节,JIT的概念自然需要植入到APS中,工序工单的JIT投放自然是必须有的。
排程理论的是基础。TOC和JIT一样,比较少的考虑了排程的问题,都是属于粗的车间级的工单控制方式,而因为工艺属性的不同(可以把工序分为批次加工、单件加工两个大类。批次加工(印染、热处理等)是批量越大越好,而且往往换模或换型时间很长,单件加工),所以需要专门的理论和建模来解决。美国的学者在1967年就出版发行了排程理论,是世界上最早提出、也是最成熟的排程理论。
APS的建模,需要足够多的实例磨炼,意味着时间是一个非常重要的维度,只有长时间的积累、深厚的理论做支撑,APS才可以成熟。
结论1:应用什么样的理论,并是否有足够长的时间积累,是判断是否是一个好APS的依据之一
【2】建模
工厂是物料流动的系统,受到相依性的限制、流动性的制约和变动性的影响。而相依性是需要采用数学建模的方式来描述工厂的实际过程。
用数学方式描述工厂的运行过程,有两种方式:
其一,定制建模方式
针对一个工厂的实例,进行一对一的建模。或者,建立一个初步的模型,然后依据具体的、单个的工厂实例进行修正,并经过多次迭代,以逼近工厂的实际模型。该种方式有点看不见,但是缺点非常明显:周期长、建模精度低。需要耗费大量的实施人天来实现,而且必须经过多次迭代来逼近工厂的实际运行状态。
其二,产品过程模型来建模
工厂的物料流动既然是受限于相依性,则产品必然遵循BOM结构和工艺路线,那么只要将每个产品(成品)的工艺流线描述清晰,并在每个工序上标识资源(主资源、辅助资源等),并把资源的产能(产量)、工作日历、工作时间标识清晰、并确定好每一个工序(每一个)的物料输入和输出关系,这样就可以构建了一个包含物料(起始物料、中间产出、最终成品)、资源(主资源和辅助资源)、工序及工序产能(产出率、工作日历和工作时间)并与订单(动态数据)相关联的数据群,并按照客户满意程度、工厂效率要求进行工序工单投放时间的计算,以确定达到最优解。
自然,建立这个模型的难度在于:
数据量多,物料、库存、工序、工序与资源对应关系、资源对应关系、工序与物料关系等等,五花八门、乱七八糟,没有科学的建模背景知识,根本就不要想搞定。
数据关联关系复杂:不仅量多,而且互相之间的关联关系非常复杂,就是一个转移批量、重叠生产两个参数的关联关系,就足够的麻烦。
结论2:产品过程模型的APS建模方式的,才是成熟的建模方式,可以保障实施周期短、实施风险小
【3】约束条件
工厂的生产运行一定受到约束的。一个好的APS至少要受到三个方面的约束:
其一,产能资源的约束
ERP的MRP是基于提前期的无限产能计算,所以在实际的运行中只能参考而不能精确。而工厂实际的运行过程,必然会受到有限产能的限制,尤其是瓶颈资源的产能限制。所以,只有基于瓶颈资源的产能的生产计划和排程,才是科学的。基于瓶颈资源的排程,在瓶颈前为倒排(JIT),而瓶颈后为顺排(推动,先进先出),确保自制件的顺利流动。
其二,物料的约束
工厂的生产运行必然受到物料的约束。在物料约束中,首先需要考虑的是外购或委外件的约束,意味着,APS排程时,需要考虑在库量、在途量(在途量需要考虑数量、时间两个维度)。在考虑外购和委外的同时,还需要考虑在制品量(数量、时间、转移批量、重叠加工、产能约束等)的开工和完成等不同因素,确保最终产品的产出满足客户服务需求和工厂运行的效率要求。
其三,工艺路线和加工路径的约束
在具体的生产环境中,不仅仅是一个工艺路线,可能会有一条或多条工艺路线,其加工路线更是无数。尤其是,在印染、热处理、锻压、冲压、线材加工等工艺环节中,需要将加工批量与设备的加工量进行匹配、不同的订单负荷与设备产能匹配,以确保工序成本总和的最优化,
结论3:只有同步考虑“产能”、“物料”、“工艺路线”三者约束条件的APS,才是完整的APS
【4】优化规则
按照以上讨论,生产运作过程的目标是:准交率高、交货周期短、资源效率高、库存周转率高。要达成上述的目标,需要进行工序工单投放的优化,如何优化是关键问题了。
其一,优化的基础条件
根据以上讨论,工厂中有物料、工序、资源三种最基本的因素,要资源效率高,自然是要依据物料和工序与资源的对应关系来做优化。
结论4:如果可以根据“物料分组”、“工序属性”与资源的产出关系来做优化的,肯定是一个好的APS产品
其二,优化项目的科学性
工厂的优化总目标是4项:准交率高、交货期端、作业效率高、库存周转率低。细分这些项目,其大类有三个:
第一,是交货期
第二,产出和产量
第三,是成本和费用
细分优化栏目是一个高级的专业技术,不是一个非专业人员可以搞定的,或许很多人员连这些专业名词都不清楚。
结论5:优化目标项明确的APS是好APS
其三,配置型 Vs 定制型优化
大家知晓,一个工具只有长时间的使用,才可以围绕这个工具的特征,进行持续的改善和提高,而且工厂的持续改善没有止境(根据工厂物理学的描述,绝大部分的工厂都在非常差的状态下运行,远远没有达成最优状态运行),所以持续改善是关键。配置型优化,是工厂可以基于本身的业务特征、产品组合、资源的状态进行即时的调整,并进行KPI对比,以逐步达到最优的状态。
定制型的优化正好相反,确定初始的优化状态后,不能依据工厂运行状态的变化而持续优化,需要APS供应商上门服务,即时性和持续改善均比较差。
结论6:配置型优化可以实现即时优化和KPI比较,实现持续优化
【5】计划和排程功能
其一,工序工单释放规则
离散型制造业的计划策略,基本是“追逐式”策略,是或基于销售订单的交货日期(MTO场景)、或基于库存的目标水平(MTS场景)。其工单的投放方式有三种:
基于物料可得性的顺排,即有物料就开始投料生产。
基于交货日期需求的倒排,即需要投料的时候才生产。
基于瓶颈的前推后拉模式(DBR),在瓶颈前倒排,确保瓶颈产出率,瓶颈后顺排,确保物料顺畅流动。
三种方式中,DBR的排产(计划和排程)是最优的,不浪费瓶颈的产能,也不积压库存,确保了生产效率和库存周转率的平衡。
但是,在很多场景下,瓶颈的浮动的而非固定,这样就造成了实际生产的困难。所以一个优秀的APS软件,在固定瓶颈场景采用DBR方式,在浮动瓶颈场景用JIT(倒排、有限产能、自动平衡产出)方式实现效率和库存的优化。
结论7:只有具备顺排、倒排、瓶颈排程的APS软件,才是成熟软件
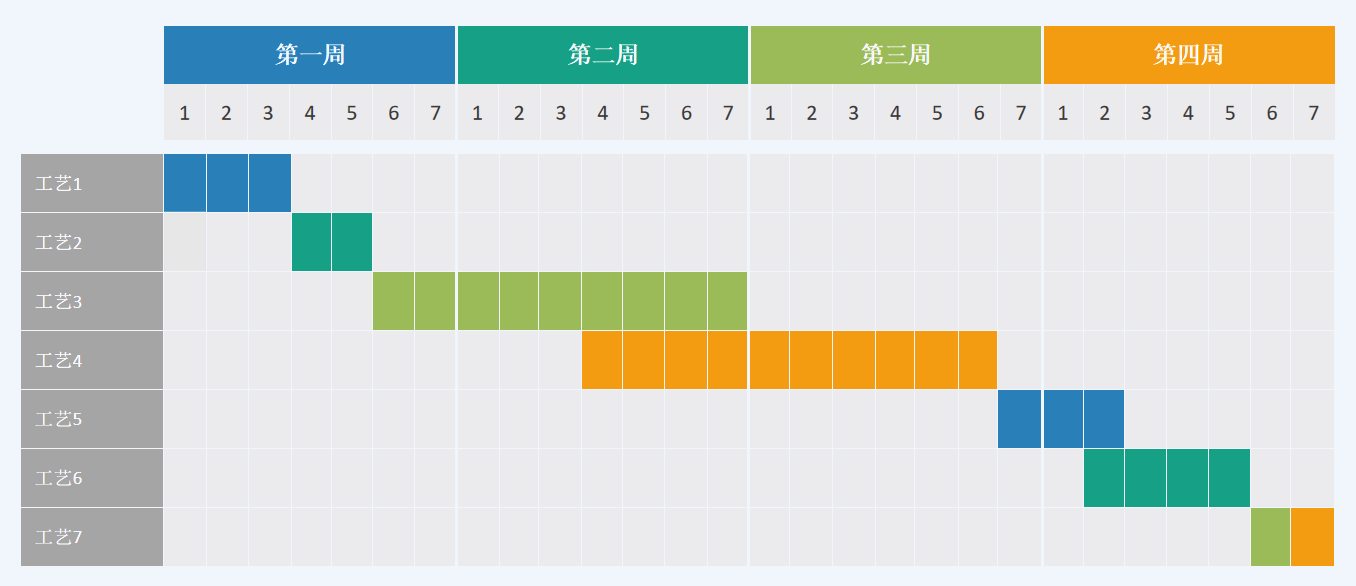
其二,便捷的排程处理
标准的一个排产过程如下:
→①建立工厂实例模型
→②导入动态数据
→③生产一组假定(设置排产条件)
→④生成初步排程
→⑤手工调和优化
→⑥生产现状确定和排程确定
→⑦发布和执行,直到下一次排产触发。
一般而言:
①、②是系统完成的③、④、⑤是需要动态调整的,⑥是在系统辅助下人工判定、⑦是系统完成(APS与MES对接,发布至MES即可)。
所以,③、④、⑤、⑥项的处理,成为判断一个APS的重要依据。
便捷的排程处理,可以考虑三点:
第一,缓冲设置
可以便捷地设置缓冲位置、缓冲大小的是好的APS,需要考虑因素如下:
库存缓冲:是否可以根据工序位置、工序的投入和产出设置库存缓冲(安全库存和最高库存)?
资源缓冲:是否可以根据资源位置、资源的状态设置缓冲(工厂整体和单个资源设置缓冲及缓冲大小)?
结论8:可以方便设置库存缓冲、时间缓冲的APS,是好的APS
第二,工序工单处理
是否可以工序工单资源的锚定和时间的锁定?,是否可以并批和拆批(尤其是依据资源的加工量自动拆分匹配)?是否可以资源甘特图的拖拽?
结论9:只有实现工单锚定/锁定、并实现拖拽的APS,是真的APS
第三,资源处理
配置型的APS必然适应多种工厂的实际场景:流程性、离散型和半流程/离散型场景,而在流程性、半流程/离散性场景中的“罐”的处理是一个十分典型的。
APS的资源处理中,还需要处理“有限产能”、“无限产能”。工厂内部的资源往往是有限产能的,而且有限产能的资源,还往往有“主资源”、“辅助资源”组成,而且辅助资源往往不仅仅是一种,而是多种。比如注塑场景,有的场景主资源是注塑机,更多的时候是注塑模具和注塑工。在大型机械设备制造场景,可能总装的工位、总装钳工是主资源,是重要的约束资源。
工厂中往往会有委外的场景,尤其是涉及到电镀、电泳等表面处理的,更是需要委外来解决的。而委外的场景,一般是通过设置无限产能+委外前置周期的方式来模拟。
 返回
返回










 excel进行生产报表的分析处理
excel进行生产报表的分析处理




